Обновление в основном коснулись отладки поиска по датчику inORG как проходному. Чтобы использовать такой тип поиска нужно: Если у вас ось с пределами (софт лимиты). То перед началом поиска метка должна быть на датчике, а …
Доработана документация для контроллеров WLMotion. А именно добавлен раздел “Подключение частотного преобразователя”. Подключить шпиндель к контроллеру можно по разному: Желательно подключить выход частотного преобразователя к контроллеру, с помощью которого можно узнать об остановке шпинделя (ошибке …
Очередное обновление. Добавлена поддержка G16/G15 (включение/выключение временной полярной СК в плоскости XY). Полярные СК удобны при работе с элементами расположенными по кругу. Например отверстия для двигателя. Задание центра поляной СК: После того как мы включили …
Некоторые контроллеры которые имеют модуль MSociloscope(осциллограф) . С помощью которого можно получать данные из контроллера и выводить их в виде графиков (осциллограммы). Это нужно для динамического анализа и понимания процессов. Для работы с осциллографом есть …
Изменения: Выбрать данный режим можно нажав и удерживая кнопку типа ручных перемещений. Для данной версии нужна прошивка контроллера 2.3.11+ . Кстати! Для каждой оси можно настроить режим для ручных перемещений (ограничить скорость например). Для этого …
Данный контроллер был разработан на базе WLM55J и имеет схожие характеристики. Но его основной особенностью является наличие интерфейса Ethernet (модуль W5500).
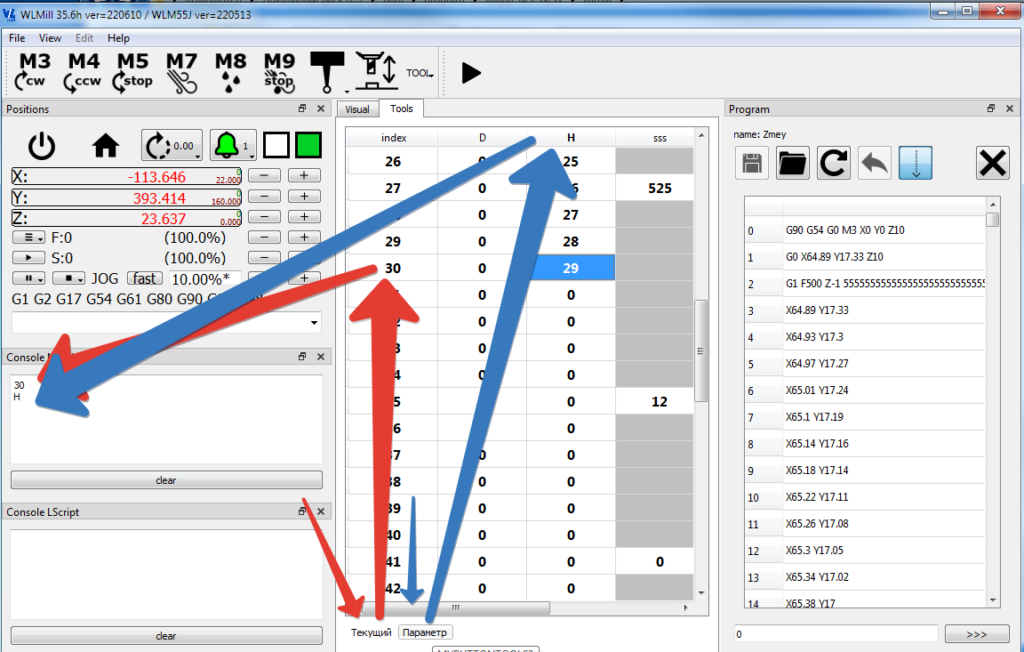
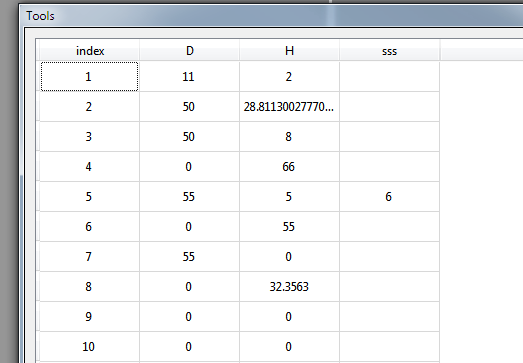
Таблица перенесена в отдельную закладку. Ниже таблицы расположена панель для добавления кнопок.
Новая панель кнопок называется TOOLBARTOOLS. В неё можно добавлять кнопки(как для TOOLBAR1(2)) а также также заправшивать какой элемент таблицы сейчас выбран.
TOOLBARTOOLS.selectTool() – индекс выбранного инструмента (на котором сейчас указатель)
TOOLBARTOOLS.selectData() – название выбранного столбца
Например скрипт.
TOOLBARTOOLS.addButton("MYBUTTONTOOLS") //добавляем кнопку
MYBUTTONTOOLS.setShow(1) //делаем её видимой
MYBUTTONTOOLS.setText("Текущий") //устанавливаем текст
MYBUTTONTOOLS.setScript("SCRIPT.console(TOOLBARTOOLS.selectTool())"); //по нажатия запускаем скрипт который пишет в консоль индекс выделенного инструмента
TOOLBARTOOLS.addButton("MYBUTTONTOOLS2")
MYBUTTONTOOLS2.setShow(1)
MYBUTTONTOOLS2.setText("Параметр")
MYBUTTONTOOLS2.setScript("SCRIPT.console(TOOLBARTOOLS.selectData())");//по нажатия запускаем скрипт который пишет в консоль название параметра выделенной ячейки (столбца)
Этот код можно поместить в функцию init() скрипта MScript. После чего у нас появится 2 кнопки при нажатии на которые будет выводится информация в консоль
TOOLBARTOOLS.selectTool() – индекс выбранного инструмента (на котором сейчас указатель)
Количество инструментов стало неограниченным, также стала возможным применять свободную нумерацию инструментов. То есть не по порядку.
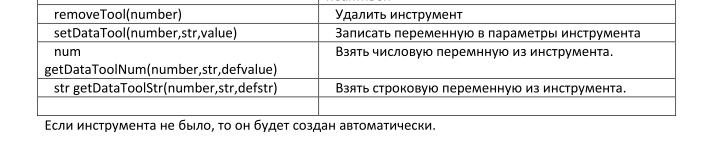
Для работы с этим добавлены новые функции в GCODE.
Теперь мы можем добавить новый параметр например так:
GCODE.setDataTool(128,”noAutoH”,0) //будет записан параметр по имени “noAutoH” и ему будет присвоено значени 0.
var A=GCODE.getDataToolNum(128,”noAutoH”,1) //возьмём значение переменной из инструмента 128, а если его (такого значения или инструмента) нет в базе то по умолчанию вовратится 1 (значение по умолчанию).
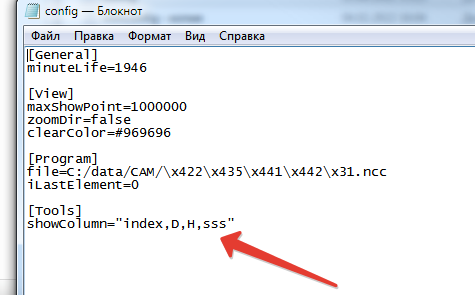
2. Для удобного отображения данных инструментов сделана новая настройка.
Был создан новый файл config.ini на замену config.xml. В нём (сгенерируется после первого запуска и выхода) можно увидеть параметр “Tools/showColumn”. Это колонки таблицы которые будут отображаться в WLMill.
И если мы зададим GCODE.setDataTool(5,”sss”,6) то будет
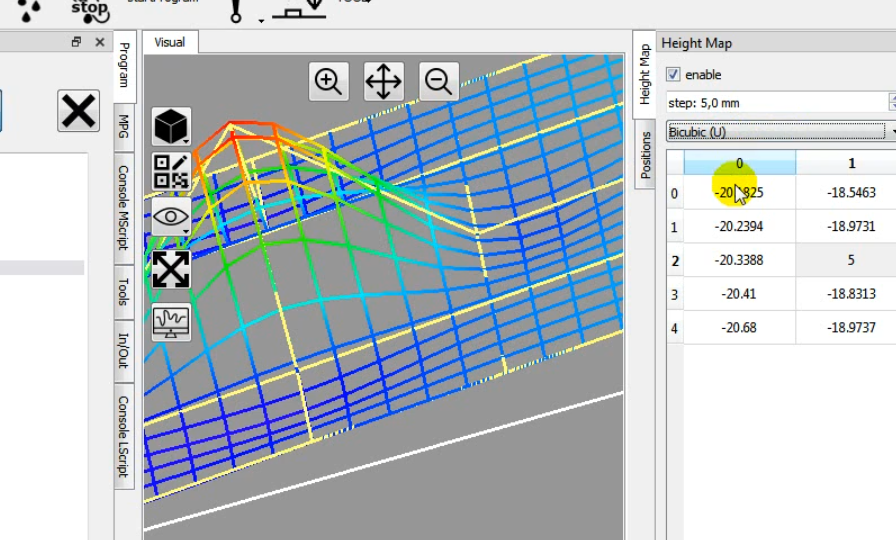
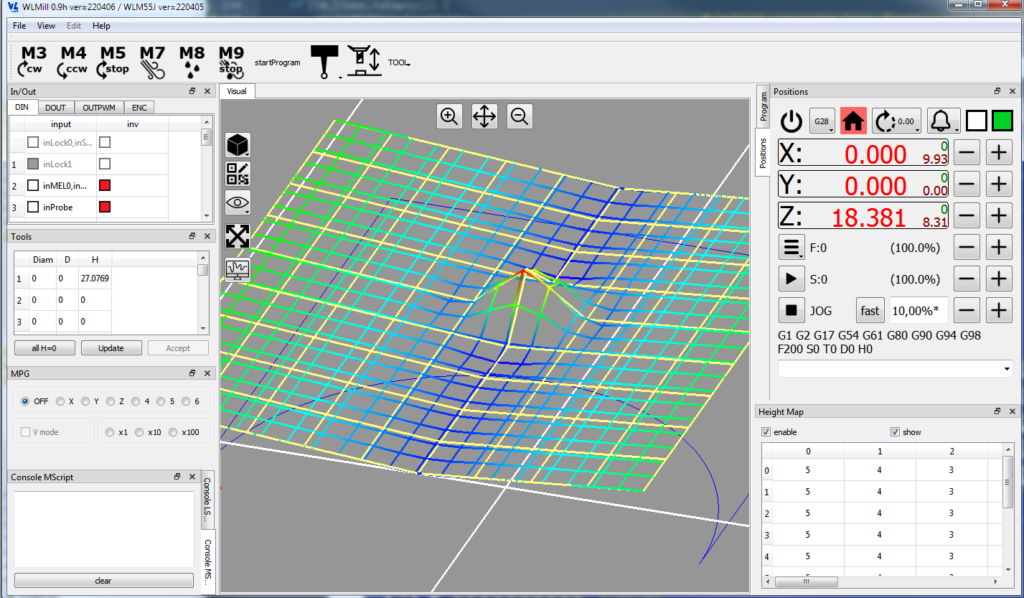
Добавлена возможность работы с картой высот. Она нужна когда нам необходимо фрезеровать на неровной поверхности. Например мы имеем программу для фрезеровки плоской детали, а заготовка явно не плоская, то есть имеет неровности. Тогда перед фрезеровкой мы сканируем нашу заготовку (делаем карту). Далее мы включаем нашу карту и запускаем фрезеровку. Теперь наш станок будет изменять Z согласно нашей карты. В результате мы получим правильную глубину фрезеровки на всей детали.
Порядок работы с картой высот.
Определяем положение нашей заготовки в плоскости XY. И корректируем нашу СК.
Устанавливаем сканер/щуп/контактор т.е. инструмент, который будет производить замер карты.
Позиционируем его на высоту, при которой он может свободно перемещаться над заготовкой.
Запускаем сканирование карты высот.
После успешного сканирования включаем нашу карту высот(если она выключена). Установив галочку «активна». В окне работы с картой высот.
Устанавливаем инструмент и задаём положение Z заготовки в любом месте (будет учтена карта высот). Внимание отображаемое положение может отличаться от заданного – это корректировка согласно карте высот.
Можем произвести перемещение с помощью MDI (ручной ввод) и убедиться, что у нач корректируется координата Z.
Пользователей которые применяют 3D щупы становится всё больше. Но бывают ситуации когда по невнимательности человек может совершить столкновение щупа с неподвижными частями станка. В результате чего датчик может быть сломан.
Чтобы предотвратить это в новых версиях будет добавлена функция SafeProbe – защита щупа. Суть её заключается в остановке движения станка при срабатывание щупа во время когда не производится замер.
Для того чтобы защитить 3D щуп со всех сторон. На щуп был установлен колпачок который был закреплен на его стилус. Таким образом при нажатии на колпачок, откланялся стилус и срабатывал 3D щуп.
Небольшие новости. Несколько лет назад, пытался использовать одноплатник OrangePi PC совместно с программой для гибки проволоки WLBend. Оказалось она очень сильно тормозила. И работать было невозможно. Но с WLMill более или менее.
Из-за этого перешёл на RasberryPi 4, всё работает хорошо.
Но в свете изменений цен последний стал достаточно дорогим. И тут я решил тряхнуть старину. Взял Orangepi PC и самый последний Armbian. И о чудо всё стало работать быстрее, почему не знаю.
Даже с WLBend стало всё хорошо, только почему – то тени не расчитывет.
Многие пользователи интересовались данной возможностью.
Карта высот нужна, когда есть необходимость обработать неровную поверхность. Например гравировка с постоянным заглублением. То есть если мы будем фрезеровать обычным методом (подразумевая что у нас всё плоское), то мы получим, что в разных местах будет разное заглубление.
И чтобы учитывать неровность поверхности используют карту высот.
Как это работает? Перед фрезеровкой происходит сканирование поверхности в результате мы получаем сетку фактических отклонений. Далее мы задаём шаг интерполяции (как часто рассчитывать коррекцию высоты) после чего WLMill разбивает все перемещения на более мелкие (согласно шагу интерполяции). И потом корректирует высоту (координату Z) каждого элемента с использованием бикубической интерполяции (по 16 точкам).