В программе WLMill можно организовать работу системы охлаждения в импульсном режиме. То есть когда подача тумана и/или воздуха происходит с некоторой периодичностью.

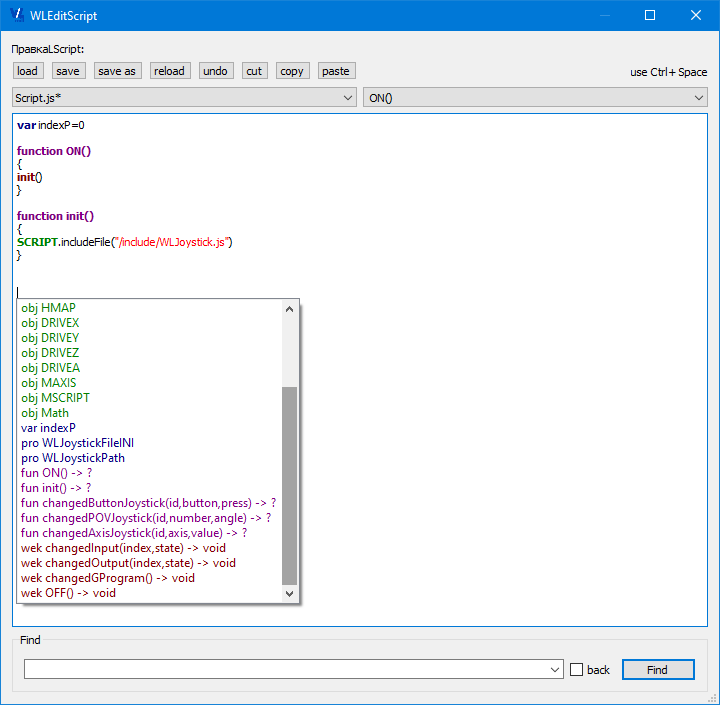
Для этого мы будем использовать LScript и функцию контроллера – создание импульса заданной длинны на его выходе.
Создадим в LScript глобальные переменные и 2 функции
var colPause=1000
var colPulse=1000
var colEnable=0 //1-запущена выключена
var colNOut=2
function setEnableCol(enable)
{
if(colEnable!=enable)
{
colEnable=enable
if(enable)
{
updateCol()
}
}
}
function updateCol()
{
if(colEnable)
{
MACHINE.setOutPulse(colNOut,1,colPulse)
SCRIPT.setTimeout("updateCol()",colPulse+colPause)
}
}Отлично теперь у нас есть переменные определяющие время импульса, паузы а также включено ли охлаждение или нет.
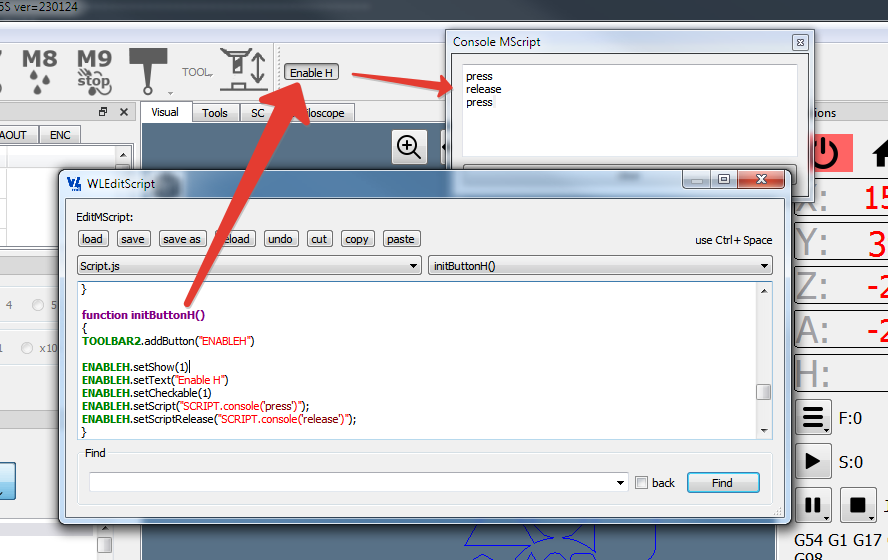
Теперь c помощью MScript мы создадим два слайдера для задания этих параметров.
function updateCol()
{
LSCRIPT.setValue("colPause",SLIDERPA.getValue())
LSCRIPT.setValue("colPulse",SLIDERPU.getValue())
SCRIPT.console("updateCol() pause="+SLIDERPA.getValue()+" pulse="+SLIDERPU.getValue())
}
function initCol()
{
TOOLBAR2.addSlider("SLIDERPU","updateCol()","pulse")
TOOLBAR2.addSlider("SLIDERPA","updateCol()","pause")
SLIDERPU.setMinMaxValue(50,500)
SLIDERPA.setMinMaxValue(500,3000)
SLIDERPU.setValue(200)
SLIDERPA.setValue(1000)
SLIDERPA.setInverse(1)
updateCol()
}И добавим вызов initCol() в функцию init()
Так же в M8() – добавим включение аспирации
function M8()
{
LSCRIPT.runFunction("setEnableCol(1)")
}Так же в M9() – добавим выключение аспирации
function M9()
{
LSCRIPT.runFunction("setEnableCol(0)")
}Теперь мы можем включать и отключать аспирацию а также задавать и менять параметры в процессе работы.
Используйте версию WLMil 2.2.36+