Обновление в основном коснулись отладки поиска по датчику inORG как проходному. Чтобы использовать такой тип поиска нужно: Если у вас ось с пределами (софт лимиты). То перед началом поиска метка должна быть на датчике, а …
Доработана документация для контроллеров WLMotion. А именно добавлен раздел “Подключение частотного преобразователя”. Подключить шпиндель к контроллеру можно по разному: Желательно подключить выход частотного преобразователя к контроллеру, с помощью которого можно узнать об остановке шпинделя (ошибке …
Очередное обновление. Добавлена поддержка G16/G15 (включение/выключение временной полярной СК в плоскости XY). Полярные СК удобны при работе с элементами расположенными по кругу. Например отверстия для двигателя. Задание центра поляной СК: После того как мы включили …
Некоторые контроллеры которые имеют модуль MSociloscope(осциллограф) . С помощью которого можно получать данные из контроллера и выводить их в виде графиков (осциллограммы). Это нужно для динамического анализа и понимания процессов. Для работы с осциллографом есть …
Изменения: Выбрать данный режим можно нажав и удерживая кнопку типа ручных перемещений. Для данной версии нужна прошивка контроллера 2.3.11+ . Кстати! Для каждой оси можно настроить режим для ручных перемещений (ограничить скорость например). Для этого …
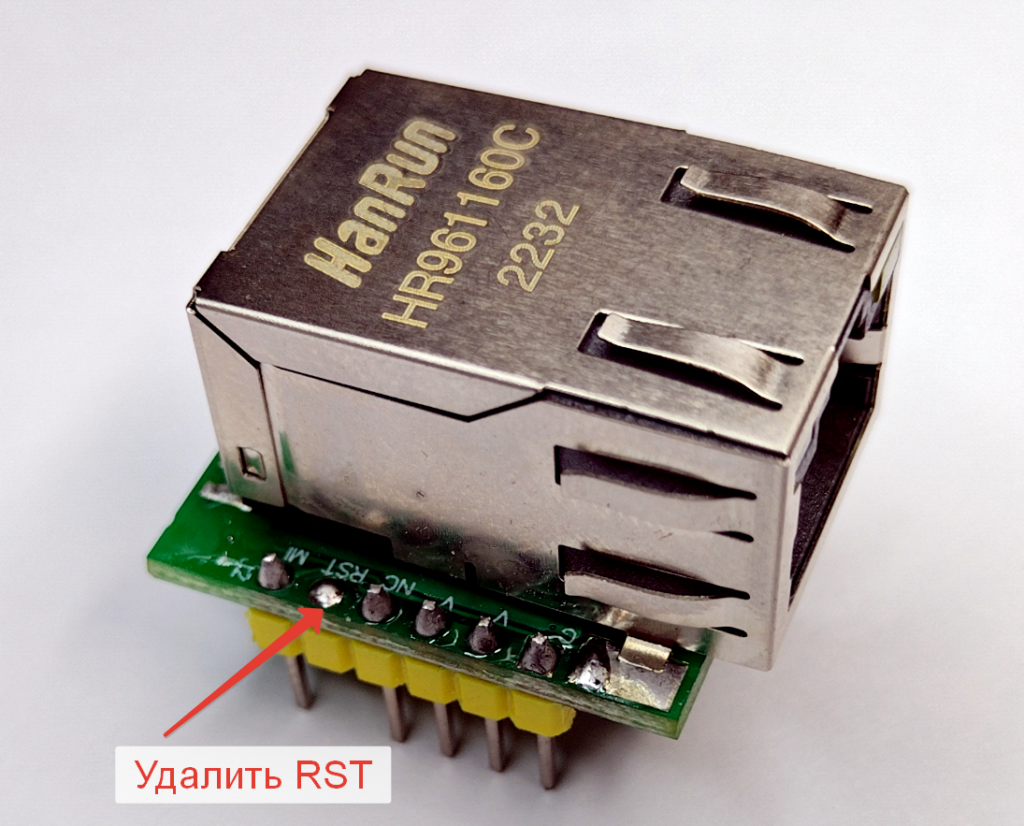
Была выявлена неприятная особенность модуля Ethernet, который используется в контроллерах WLM55E – ложный сброс модуля по входу RST.
Как следствие могли возникать проблемы с соединением – потеря связи, восстановление которой могло быть только после перезагрузки контроллера (нажатие на кнопку reset или сброс по питанию). То есть после потери связи к контроллеру нельзя было снова подсоединиться, нужен его сброс.
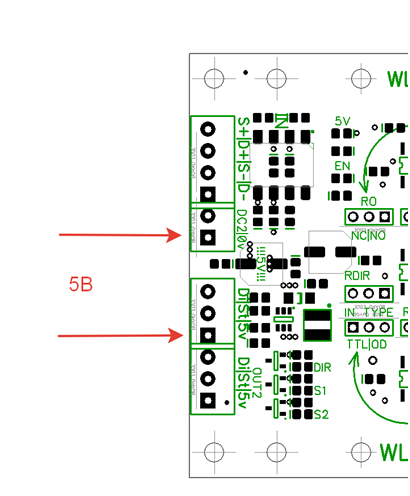
Для устранения этого эффекта необходимо удалить «ножку» RST у модуля W5500. Сделать это можно либо выпаиванием (нагреть паяльником ножку где она припаяна и в этот момент вытащить ножку с помощью инструмента), либо откусить её.
Найти эту ножку несложно, возле неё находится надпись RST.
В линейке программ, которые могут работать с контроллерами ЧПУ WLMotion пополнение!
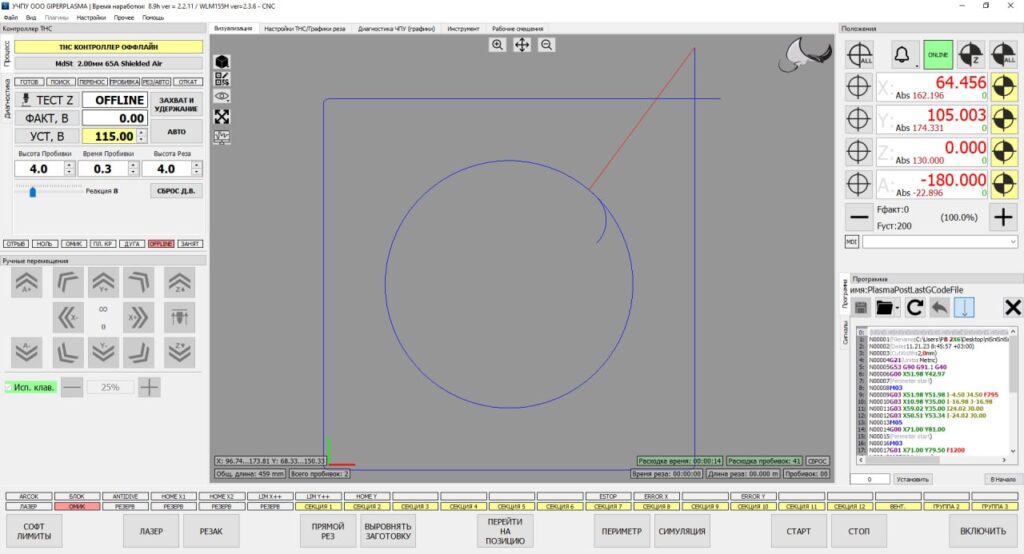
УЧПУ “СКАТ” – это новый продукт для управления станком фигурной резки листового металла, а также резки круглых и профильных труб с помощью плазмы. УЧПУ “СКАТ” в основном разрабатывалась сторонней организацией, с нашей стороны оказывалась консультации, доработки базового ПО и прошивок.
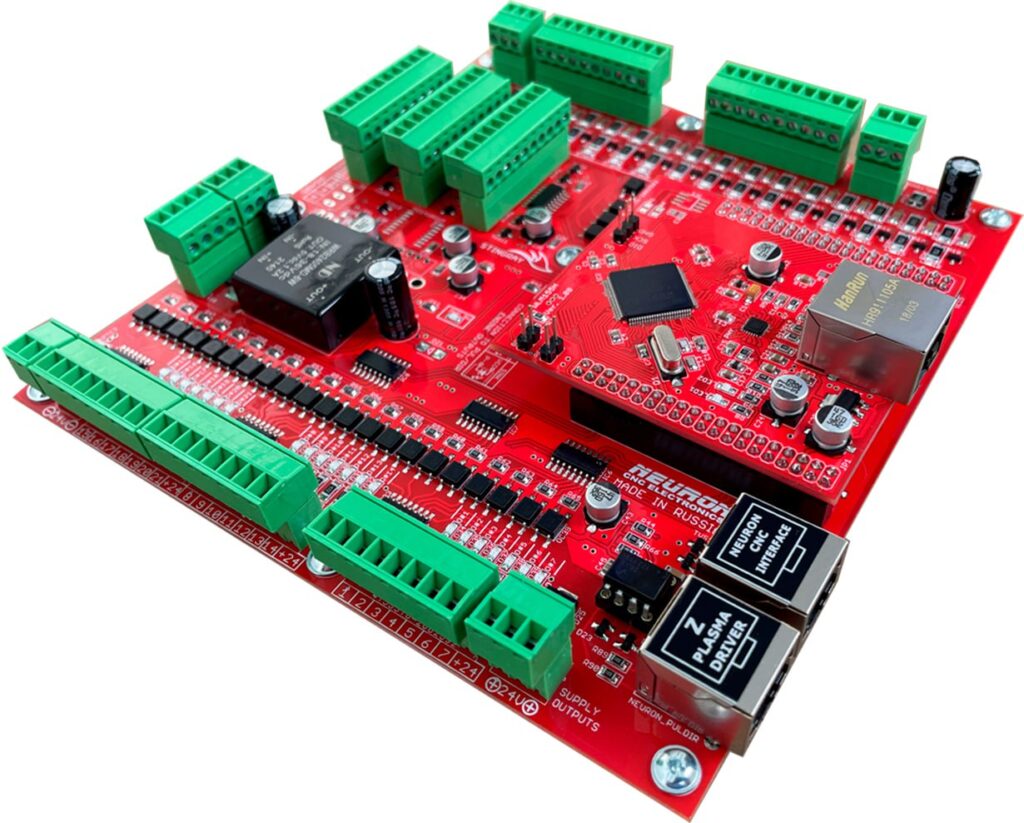
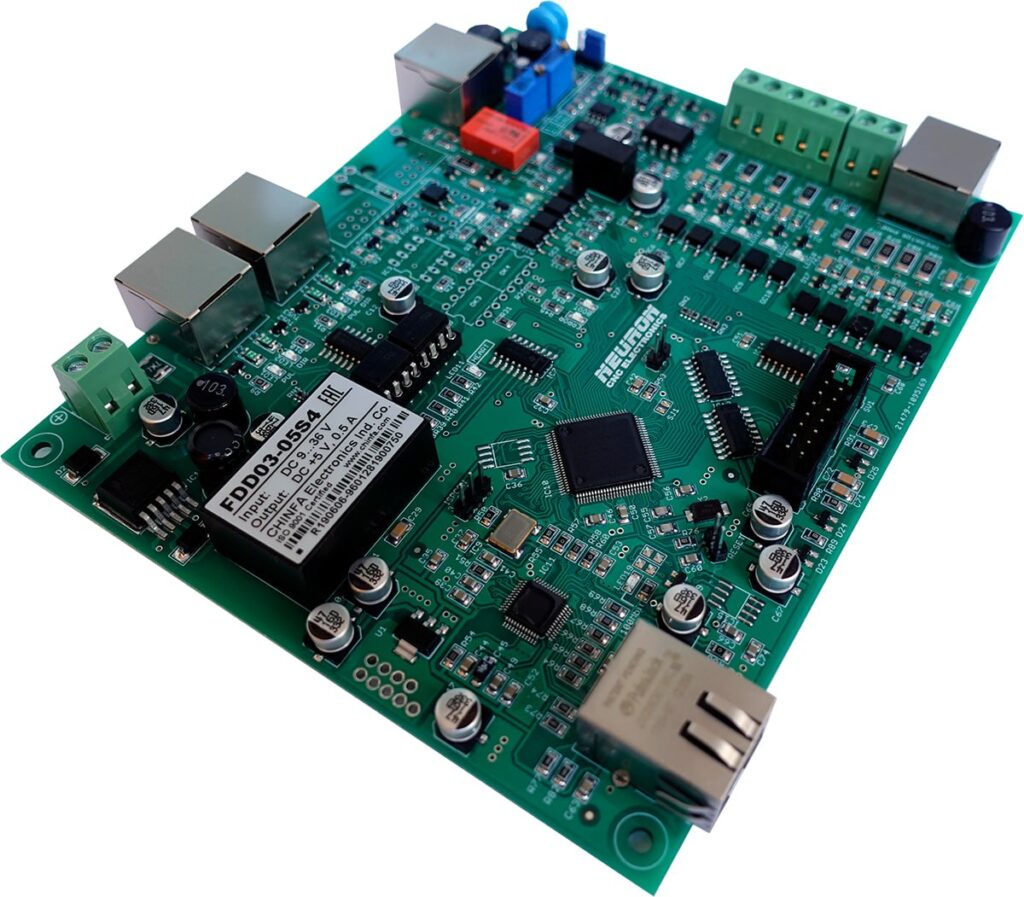
Специально для этого был разработан новый процессорный модуль контроллера WLM155H.
В комплекте идёт программа “СКАТ”, контроллер WLM155H установленный на интерфейсную плату и автономная система контроля высоты резака (ТНС).
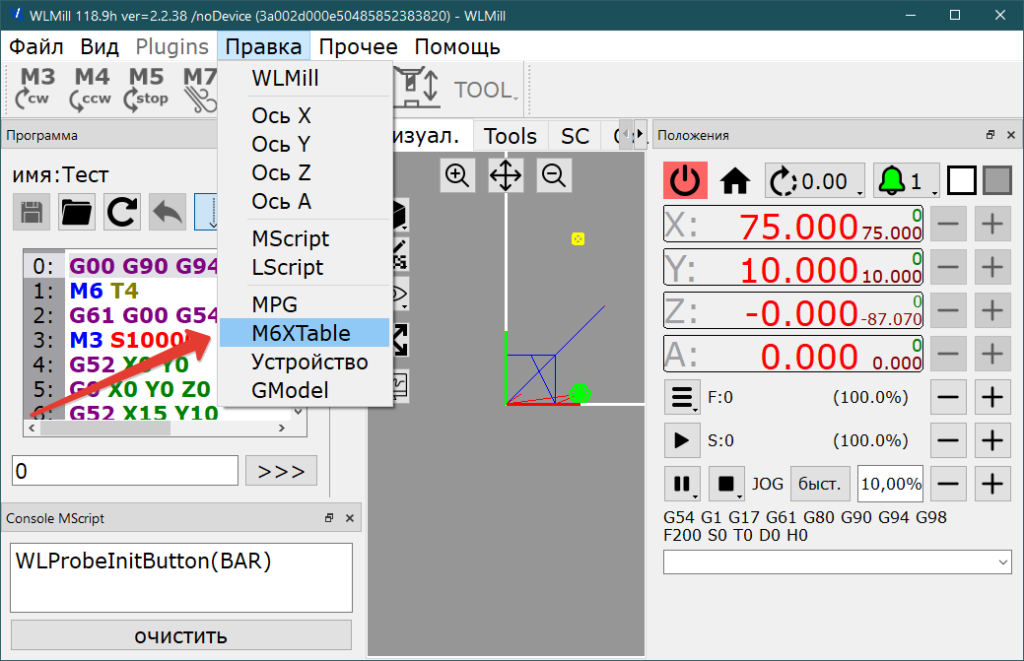
Стала доступна функция включения и выключения выхода по ходу выполнения программы. Без остановки движения и выполнения скрипта например. Эта функция выполняется сугубо контроллером для чего ему помещается соотв. элемент в буфер.
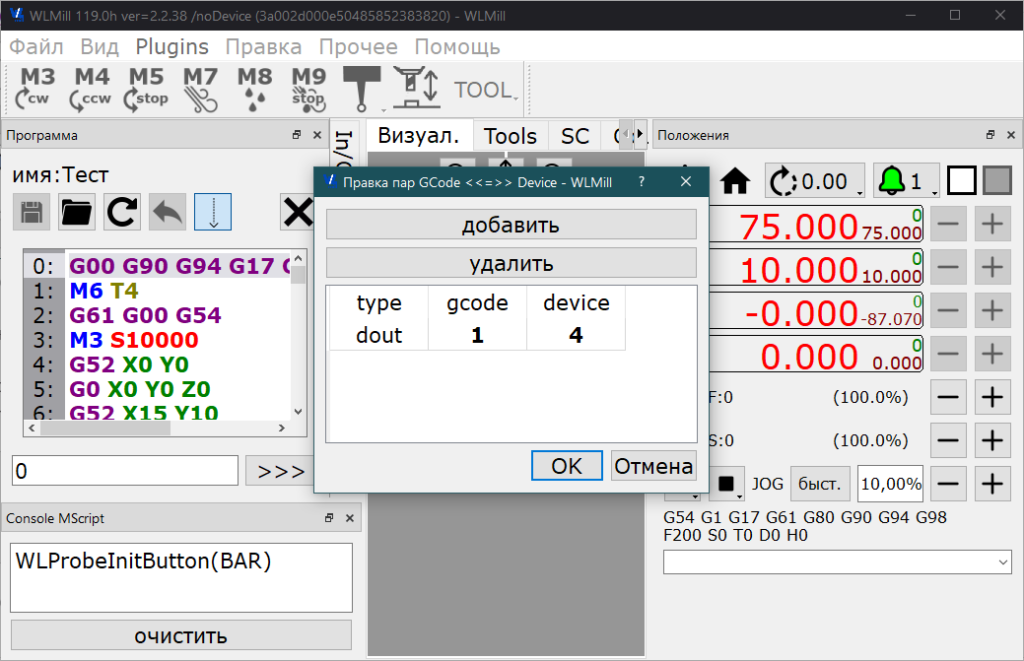
Для её использования необходимо создать таблицу соответствия выходам указанным в программе (g коде) и выходам контроллера. Делается это с помощью окна редактирования:
То есть мы указываем что выходу (gcode)1 будет соотв. выход (device) 4( цифровому выход (dout) контроллера.
Тогда в программе мы можем включит (установить в 1) этот выход командой M62 P1. И это произойдёт когда X будет в положении 100:
G0 X0
G1 X100 F500
M62 P1
G1 X200
Аналогично и M63 выключение.
Для M62/63 есть 3 модификатора, которые позволяют сместить точку выполнения команды.
I – (время мс) Временное смещение. Позволяет задавать время смещения выполнения M62/63 в мс.
J -(позиция.) Положение смещения. Позволяет задавать положение смещения выполнения M62/63. (Только XYZ)
K- (коэф.) Коэффициент смещения. Позволяет задавать положение смещения выполнения M62/63 через коэффициент.
Причём смещение можно задавать как от начала последующего элемента (в этом случае смещения положительные), так и от его конца (в этом случае смещения отрицательные).
Можно переписать предыдущий пример так
G0 X0
M62 P1 K0.5 //устанавливаем задание что включить 1 выход(g кода) когда выполним половину. Или останется половина (К=-0.5)
G1 X200 F500
Также можно включать несколько заданий в один элемент. Например
G0 X0
M62 P1 K0.5 //устанавливаем задание что включить 1 выход(g кода) когда выполним половину.
M63 P1 K-0.25 //устанавливаем задание что выключить 1 выход(g кода) когда до конца останется 25%
G1 X200 F500
Также имеется поддержка M64/65, которые включают и выключают выходы мгновенно.
То есть мы можем управлять сервоприводом задавая его положения длительностью импульса.
MACHINE.setEnableOutPWM(2) //активируем 2 выход ШИМ
MACHINE.setOutPWMFreq(2,50) //задаём частоту 50Гц
MACHINE.setOutPWMTp(2,1.5); //задаём среднее положение (диапазон от 1 до 2 мс)
3. Добавилась функция чтения строки программы.
GPROGRAM.getElementStr(index) //возвращает строку по номеру
4. Появился параметр selectRadius (config.ini). Который отвечает за радиус поиска траектории по клику. То есть не нужно точно попадать на элемент траектории.
В последнее время стали возникать проблемы с установкой WLMill на одноплатники Rasberry Pi4B. Это было вызвано изменением пакетов на которых работали сборки для Linux.
Теперь всё что нужно для установки есть на нашем сайте. Подключение к интернету НЕ ОБЯЗАТЕЛЬНО!
Например для запуска WLMill на Rasberry Pi4B нужно сделать:
Записать образ на SD карту. (https://wldev.ru/data/oslinux/rasberry/ubuntu/ubuntu-mate-22.04-desktop-armhf+raspi.img.xz). Это можно сделать с помощью программы win32diskimage (её также можно скачать с сайта). Вставить SD карту в Rasberry Pi4, включить его и дождаться завершения установки ОС выбирая нужные параметры.
Перенести файлы *.deb на Rasberry Pi4 и установить их (4шт). (https://wldev.ru/data/oslinux/rasberry/ubuntu/dpkg/)
Перенести архив c WLMill на Rasberry Pi4. Распаковать (правая кнопка мыши) его в удобное место и сделать ярлык на рабочий стол. https://wldev.ru/data/soft/wlmill/linux/ (_armh)
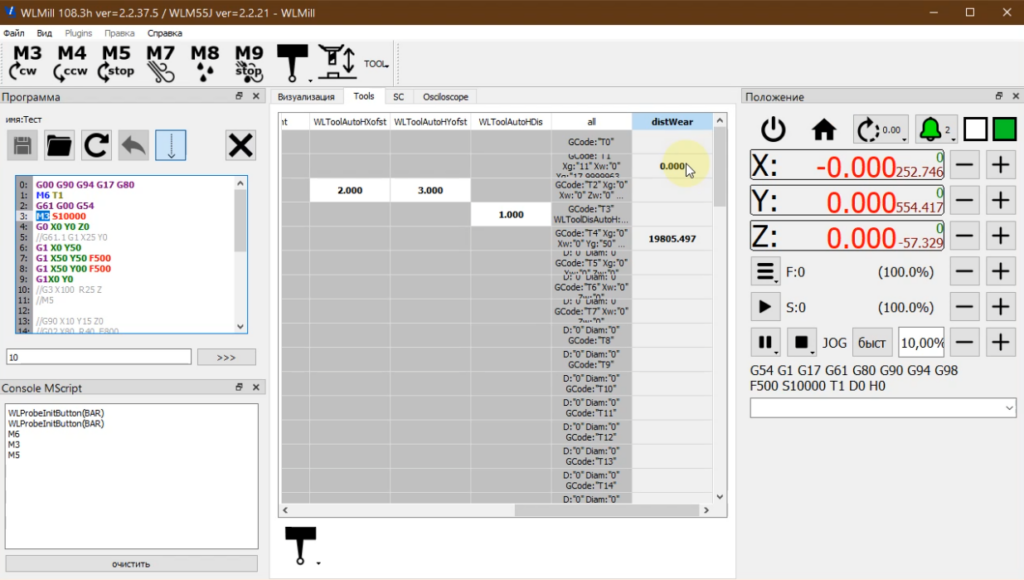
Добавились данные в таблицу инструментов . При котором отключается автоизмирение длины инструмента если этот параметр 1 (WLToolAutoHDis)
Добавлены данные в таблицу инструментов. Смещение для измерения длины инструмента по X (WLToolAutoHXofst) и У (WLToolAutoHYofst). Используются для измерения длины больших диаметров фрез. У которых измирение по центру шпинделя некорректно.
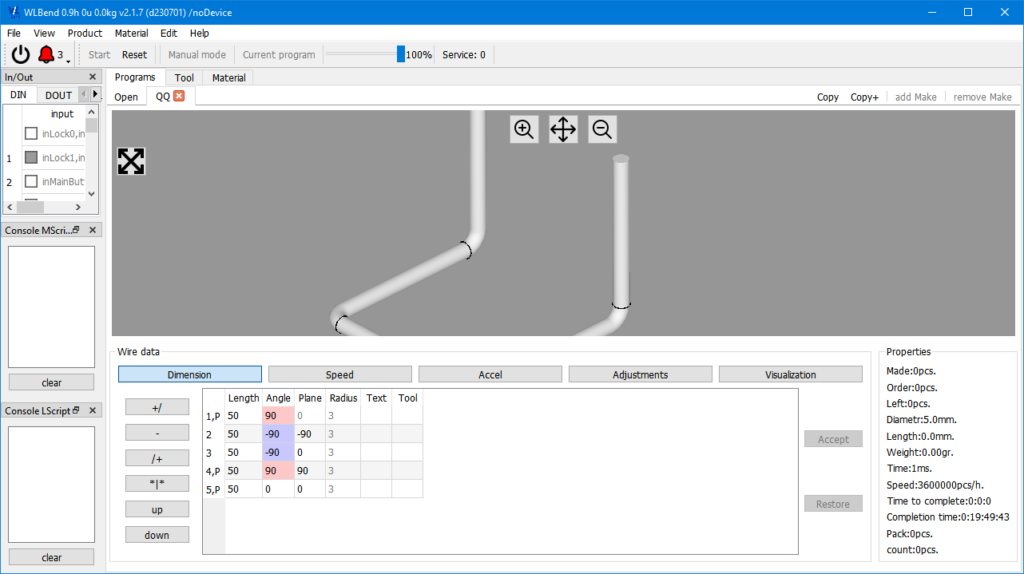
Мы уже давно пользуемся программой WLBend на нашем производстве. C неё началось создание собственного контроллера.
Программа была ориентирована на определённы тип станков. Например подъём и опускание гибочной головки поршнем. Но как оказалось способы реализации станков разные (подъём гибочной головки сервоприводом например) и нам приходится дорабатывать нашу программу так , чтобы были инструменты для настройки WLBend на определённый тип станка.
В последний месяц мы сильно продвинулясиь в этом направлении. И сняли несколько видео новой версии:
Видео от пользователя. Который сделал свой станок для 3D гибки проволоки.