Обновление в основном коснулись отладки поиска по датчику inORG как проходному. Чтобы использовать такой тип поиска нужно: Если у вас ось с пределами (софт лимиты). То перед началом поиска метка должна быть на датчике, а …
Доработана документация для контроллеров WLMotion. А именно добавлен раздел “Подключение частотного преобразователя”. Подключить шпиндель к контроллеру можно по разному: Желательно подключить выход частотного преобразователя к контроллеру, с помощью которого можно узнать об остановке шпинделя (ошибке …
Очередное обновление. Добавлена поддержка G16/G15 (включение/выключение временной полярной СК в плоскости XY). Полярные СК удобны при работе с элементами расположенными по кругу. Например отверстия для двигателя. Задание центра поляной СК: После того как мы включили …
Некоторые контроллеры которые имеют модуль MSociloscope(осциллограф) . С помощью которого можно получать данные из контроллера и выводить их в виде графиков (осциллограммы). Это нужно для динамического анализа и понимания процессов. Для работы с осциллографом есть …
Изменения: Выбрать данный режим можно нажав и удерживая кнопку типа ручных перемещений. Для данной версии нужна прошивка контроллера 2.3.11+ . Кстати! Для каждой оси можно настроить режим для ручных перемещений (ограничить скорость например). Для этого …
Обновление в основном коснулись отладки поиска по датчику inORG как проходному.
Чтобы использовать такой тип поиска нужно:
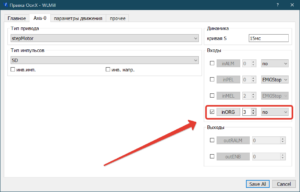
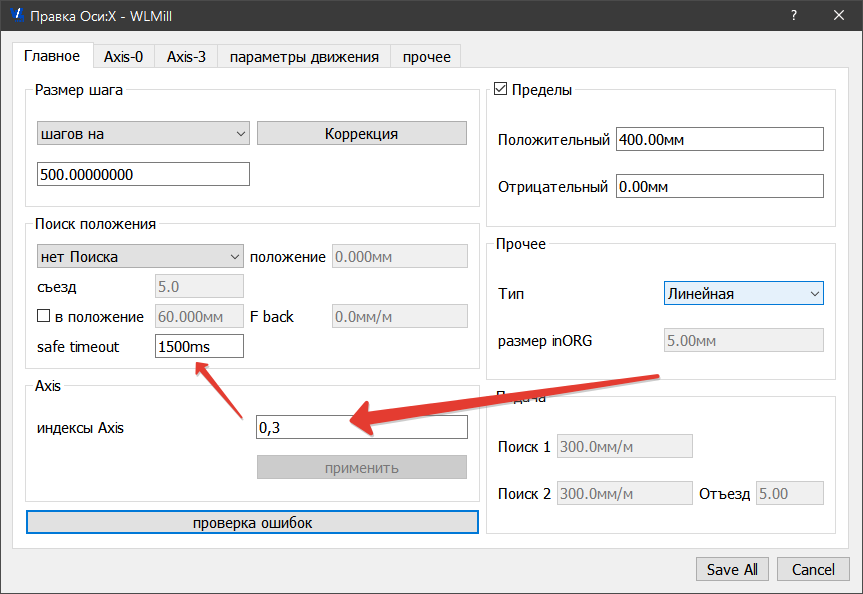
задать номер датчика
задать тип действия (noAct)
задать номер датчика задать тип действия (noAct)
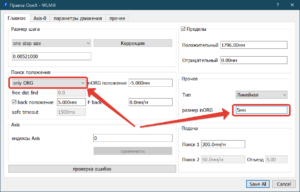
выбрать тип поиска (only ORG)
задать размер зоны датчика (ширина)
Если у вас ось с пределами (софт лимиты). То перед началом поиска метка должна быть на датчике, а вход датчика находится в 1.
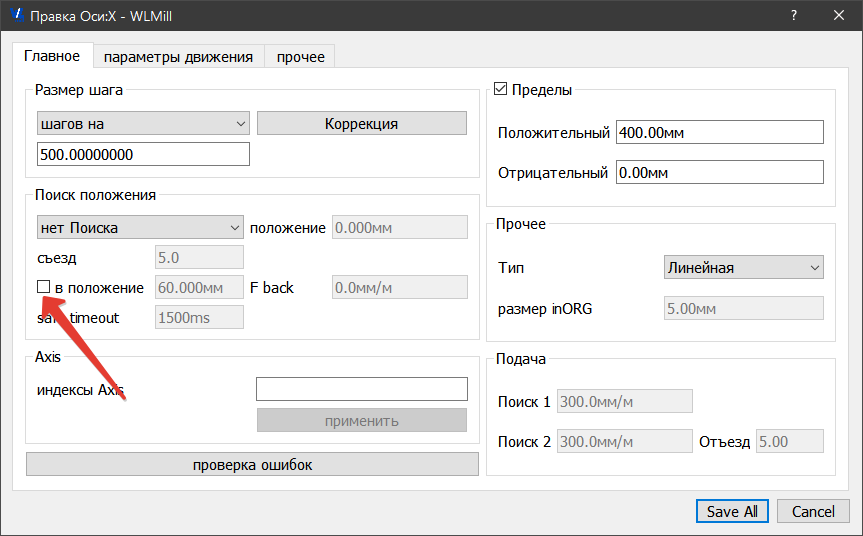
Если у вас ось без софт лимитов (вращение без ограничений). То поиск можно начинать сразу.
При поиске по алгоритму “only ORG” происходит два полных прохода в одну и другую сторону через датчик. В результате чего мы имеем 4 точки срабатывания. В расчёт берётся средняя. В результате чего компенсируются многие ошибки, которые могут быть вызваны изменением зон срабатывания датчика (индуктивный датчик), люфтами оси и пр.
Доработана документация для контроллеров WLMotion. А именно добавлен раздел “Подключение частотного преобразователя”.
Подключить шпиндель к контроллеру можно по разному:
Подключить один сигнал для запуска и остановки шпинделя. А частоту задавать с панели частотного преобразователя или с помощью потенциометра.
Подключить сигнал запуска шпинделя и аналоговый вход для задания частоты вращения с помощью аналогового сигнала с контроллера.
Желательно подключить выход частотного преобразователя к контроллеру, с помощью которого можно узнать об остановке шпинделя (ошибке в работе). Например, что сработала защита частотного преобразователя, по перегрузке, по току или его перегреву.
Внимание!!! Частотные преобразователи являются сильным источником помех. Нужно следовать инструкциям по их установке. А также избегать нахождения сигнальных и силовых проводов рядом (прокладывание их друг с другом).
Внимание!!! Для снижения помех от частотного преобразователя можно использовать ЭМИ(EMI) фильтр.
Внимание!!! При настройке частотного преобразователя с подключенным к нему двигателям обязательно организовать его охлаждение. А также обеспечить заземление двигателя.
Внимание!!! При пробных пусках не нужно устанавливать инструмент в шпиндель. Желательно снять цангу и гайку со шпинделя.
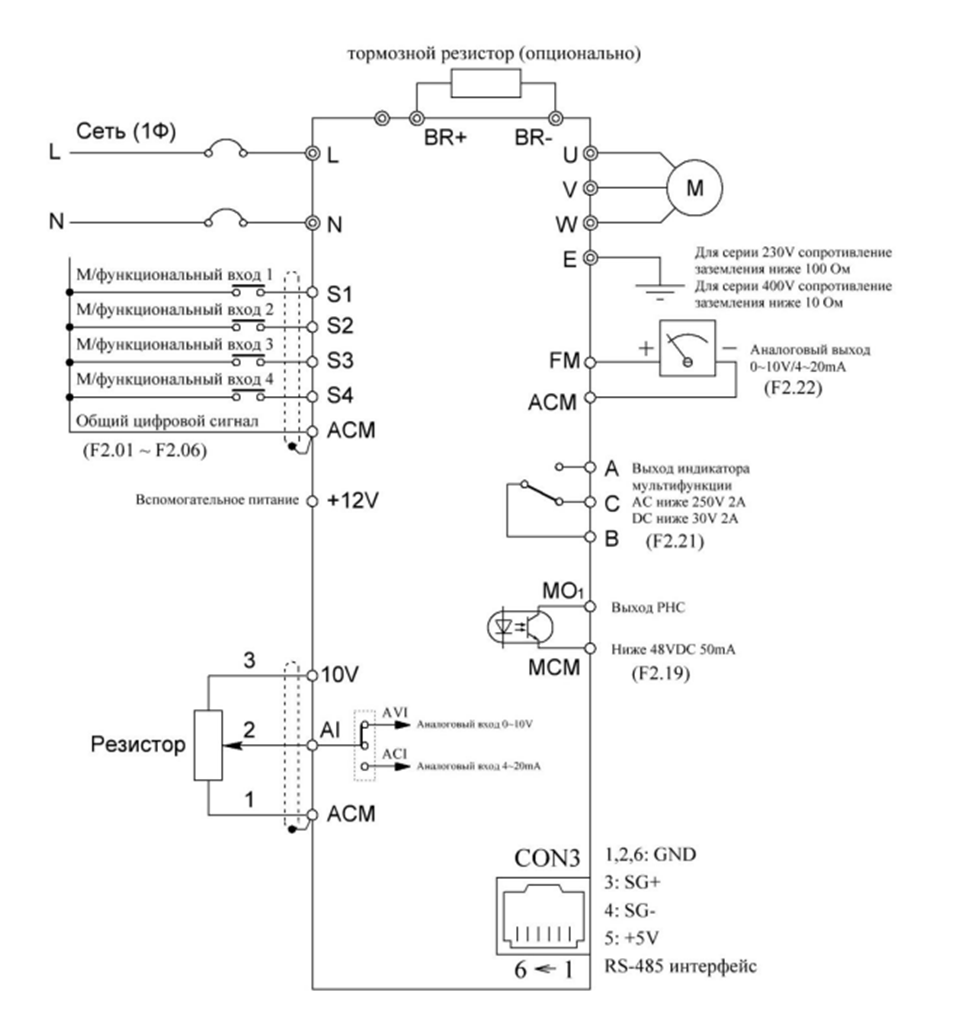
У частотных преобразователей есть подобные схемы типовых подключений:
Аналоговый Вход
Аналоговый вход используется для задания частоты вращения шпинделя.
Для подключения аналогового выхода используется пара клемм из раздела (см. раздел «Аналоговый выход») A1(или A2) и 0v.
Нужно выяснить к каким клеммам подаётся сигнал 0-10v в частотном преобразователе для задания частоты вращения. Как правило – эти клеммы обозначаются так :
VI,AVI– сигнал 0-10v. К нему подключаем A1(или А2).
ACM,AGND,,ACOM – 0v аналогового входа. К нему подключаем 0v.
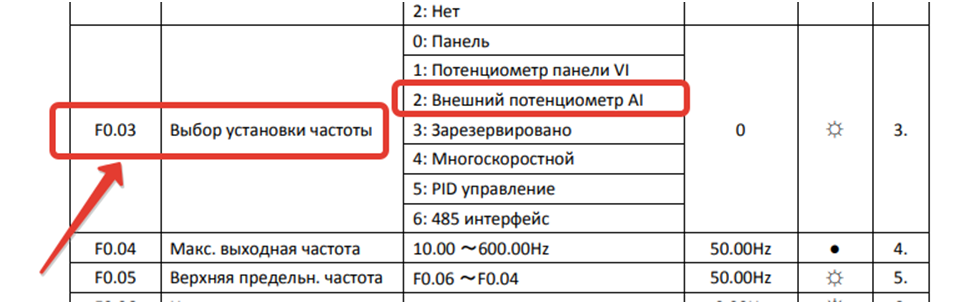
Также мы должны установить в настройках частотного преобразователя настройку (если она есть), что мы будем использовать аналоговый вход для задания частоты вращения. Она может выглядеть например так:
То есть параметр F0.03 нужно установить в 2. (см общую схему подключения выше)
Внимание!!! Бывают частотные преобразователи, у которых необходимо произвести переключение (тумблером и пр.) для использования аналогового входа по напряжению (в нашем случае).
Дискретные входы
Частотном преобразователе всегда имеются дискретные входы с помощью которых происходит запуска вращения шпинделя вперёд, назад и выполняются прочие действия. Это могут быть либо жёстко привязанные входы, либо многофункциональные (мультифункциональные) входы, которым можно назначать те или иные действия в настройках частотного преобразователя.
Для подключения этих входов нужно выяснить, из документации к частотному преобразователю, какие клеммы необходимо использовать. Как правило эти входы замыкаются на общий провод этих входов. Существует 2 типа входов NPN(замыкается на 0v) и PNP(замыкается на 24В).
Внимание!!! Также в частотных преобразователях часто бывает переключатель NPN/PNP.
Если наш контроллер поддерживает работу с выходами 24В, а частотный преобразователь имеет входы типа NPN (или можно переключит на такой тип), то их можно соединить напрямую. Тогда выход контроллера мы подключаем к входу частотного преобразователя, а общий провод входов к 0v (GND).
Если у контроллера выход TTL 5В, то нужно использовать реле с помощью, которого будет происходит переключение входа(ов) частотного преобразователя (см раздел «Дискретные выходы»).
На схемах общий провод входов как правило обозначается DCM,COM (или 24V для PNP типа).
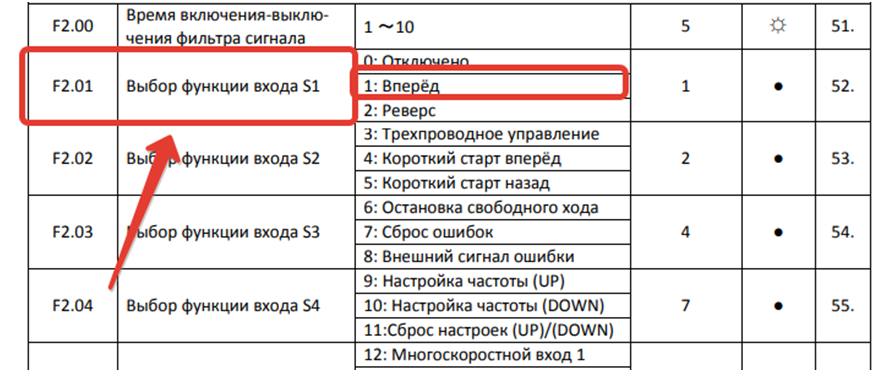
Также мы должны установить в настройках частотного преобразователя настройку (если она есть), что мы будем использовать дискретный вход для включения вращения вперёд (например). Она может выглядеть так:
То есть для многофункционального входа S1 мы выбрали значение 1 – запуск вращения вперёд.
В случае организации вращения в другую сторону мы можем подключить ещё один вход.
В некоторых частотных преобразователях есть функция автостарта. При включении которой, шпиндель будет включаться автоматически при подаче сигнала на аналоговый вход.
Подключение выхода частотного преобразователя
Как правило у частотного преобразователя есть выходное реле и/или выходной оптрон, которые можно использовать для обнаружения шибки в работе частотного преобразователя контроллером. И в случае её обнаружения произвести остановку работы станка.
Внимание!!! Для проверки готовности шпинделя используется вход inReady.
Выводы выходного реле как правило обозначается символами A, B, C. Где С – это перекидной контакт нормально замкнутый на B. И обозначено оно может быть так:
Для подключения данного реле контроллеру мы можем использовать пару CB или CA.
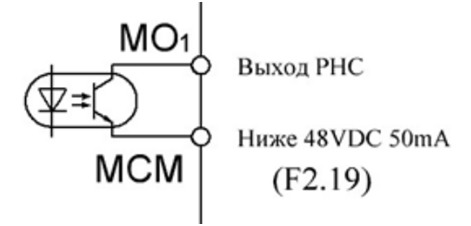
Выводы выходного оптрона могут быть обозначены так:
Для подключения его к контроллеру (см. раздел «Дискретные входы»). MO1 – нужно подключить к входу, а MCM к 0v входов.
Внимание!!! Желательно использовать нормально замкнутые контуры, тогда при повреждение его (отвернулась клемма, сломался провод и пр.) мы узнаем про это. В случае с реле желательно использовать пару, которая при выключенном частотном преобразователе разомкнута (A-C).
Внимание!!! Если у контроллера уже мало или нет свободных входов, то можно использовать плату расширения входов WL3NPN. И с помощью неё объединить входа, которые можно использовать совместно.
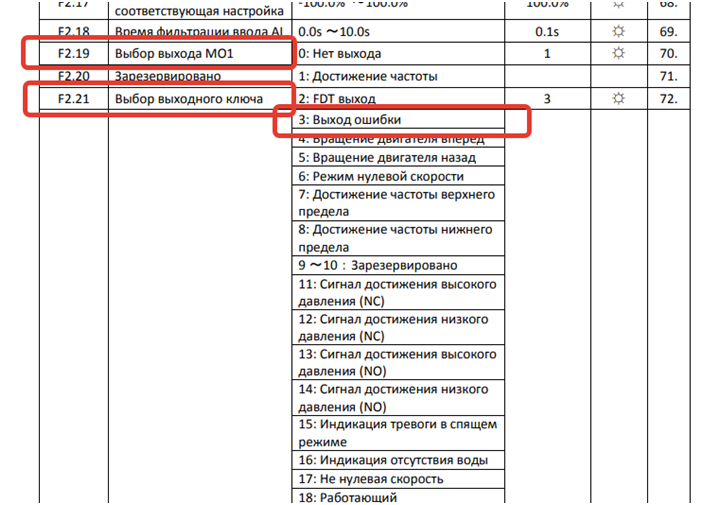
Также в настройках для частотного преобразователя нам необходимо задать (если это необходимо) событие по которому будет переключаться наше реле или выходной оптрон. Например:
Для оптрона(F2.19) и реле(F2.21) мы зададим значение 3 – выход ошибки.
Внимание!!! Если реле свободно (мы используем оптрон), то реле можно использовать в своих целях. Например, включать дополнительное оборудование при вращении шпинделя…
Настройка работы частотного преобразователя
Для нормальной работы нужно задать основные параметры работы частотного преобразователя, а также задать параметры шпинделя подключенного к нашему частотному преобразователю.
Основные параметры, на которые нужно обратить внимание и скорректировать:
Максимальная частота частотного преобразователя. Как правило, для станочных шпинделей она составляет 400Нz. По умолчанию 50Hz.
Время разгона и торможения.
Тип торможения. Активное – быстрое торможение двигателем. И пассивное – свободное вращение до остановки.
Частота старта – частота с которой будет начинаться разгон шпинделя. То есть это минимальная частота вращения шпинделя.
Рабочий ток шпинделя или его мощность. Для защиты от перегрузки
Также в частотном преобразователи могут быть и другие настройки, которые можно использовать…
Данная запись. будет дополняться по мере необходимости!
Добавлена поддержка G16/G15 (включение/выключение временной полярной СК в плоскости XY).
Полярные СК удобны при работе с элементами расположенными по кругу. Например отверстия для двигателя.
Задание центра поляной СК:
G16 //включение полярной СК с центом в текущем положении.
G16 X10// включение полярной СК с центом X=10 и Y в текущем положении.
G16 X10 Y15// включение полярной СК с центом X=10 и Y15
После того как мы включили локальную полярную СК, у нас X – это радиус Y – градусы.
Например нам нужно просверлить 4 отверстия на диаметре 50мм.
G54
G16 X0 Y0 //система координат совпадает с центром отверстий.
M3 S600 //включаем шпиндель
G81 X25 Y45 R2 Z-15 F100 //цикл сверления. первое отверстие на радиусе 25 и угле 45
Y135 //отверстие на радиусе 25 и угле 135
Y-135 //отверстие на радиусе 25 и угле -135
Y-45 //отверстие на радиусе 25 и угле -45
G80
G15 //отключение полярной СК
M5
G30
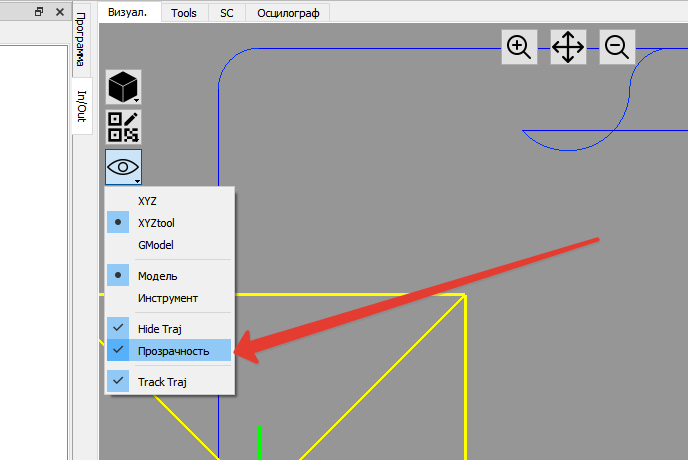
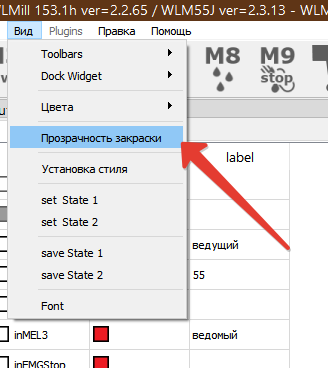
Добавлена прозрачность выполненной части траектории.
Включение прозрачностиЗадание прозрачности
Добавлены инструменты для задания и взятия положения G28 из Скрипта
GCODE.setPositionG28(nameCoord,value)
GCODE.getPositionG28(nameCoord)
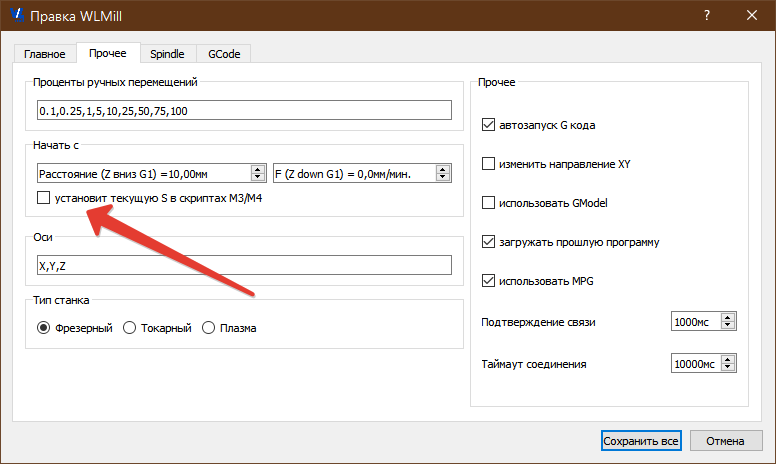
Добавлена настройка при старте программы с середины.
Какую S установит программа для M3/M4? Которая была на момент вызова M3/M4 или текущую.
Исправлены:
Неверная отрисовка некоторых элементов траектории при выделении.
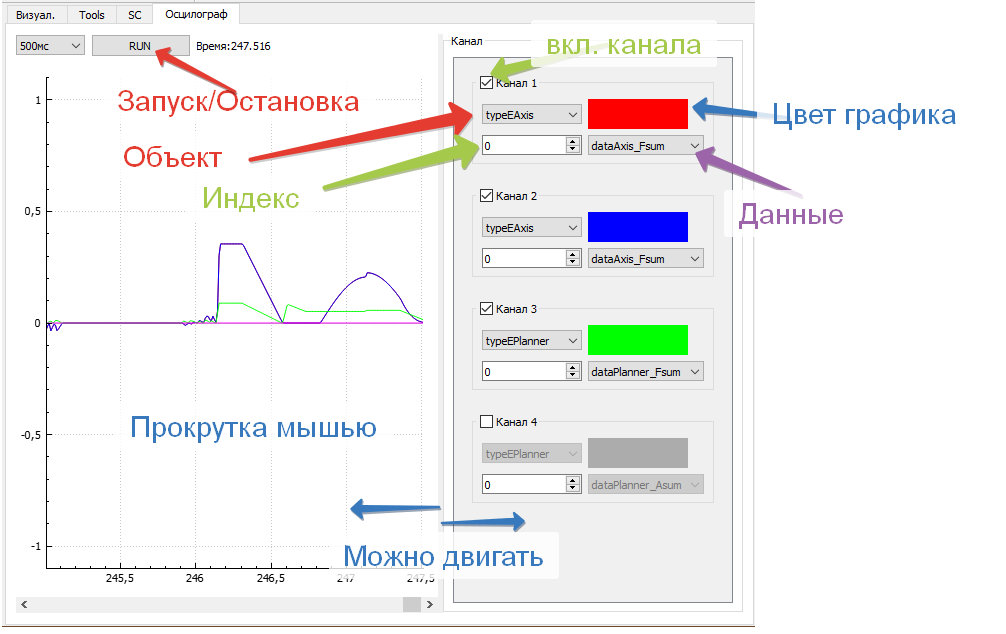
Некоторые контроллеры которые имеют модуль MSociloscope(осциллограф) . С помощью которого можно получать данные из контроллера и выводить их в виде графиков (осциллограммы). Это нужно для динамического анализа и понимания процессов.
Для работы с осциллографом есть соотв. закладка на главном экране.
Для работы осциллографа нужно.
Выбрать канал и активировать его установив галочку возле надписи канал.
Выбрать объект (Ось, Вход, Выход, Планировщик) данные которого мы будем смотреть.
Выбрать индекс этого объекта.
Выбрать данные этого объекта, из предложенных.
Включить осциллограф, нажав на кнопку RUN (Пуск).
Начиная с версии 2.2.63 (WLMill), стал доступен режим работы без отключения осциллографа «как было ранее».
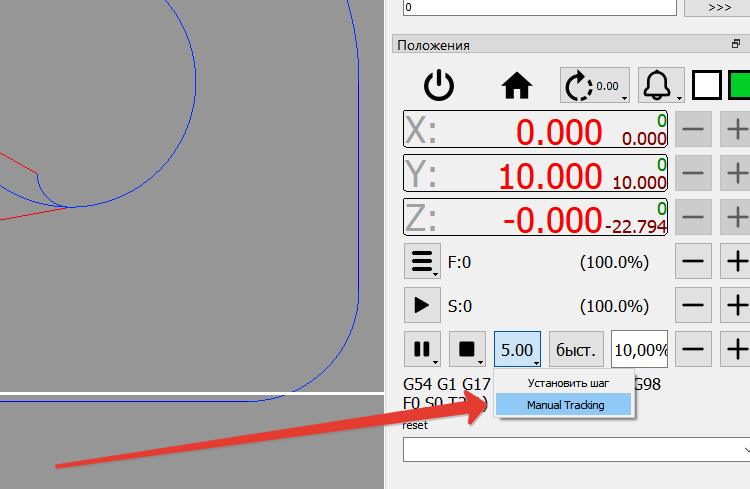
Был добавлен режим ручных перемещений “с трекингом”. Теперь не нужно дожидаться остановки оси при смене направления движений в ручном режиме.
При движении в дискретном режиме (ручные перемещения), если нажать перед движением шифт, то движения будут непрерывными (ускоренными).
Выбрать данный режим можно нажав и удерживая кнопку типа ручных перемещений.
Для данной версии нужна прошивка контроллера 2.3.11+ .
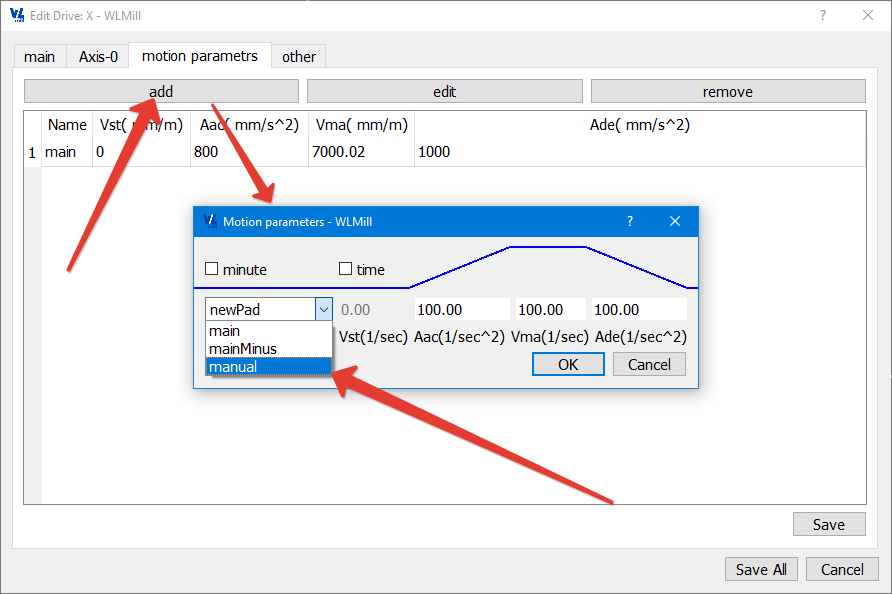
Кстати! Для каждой оси можно настроить режим для ручных перемещений (ограничить скорость например). Для этого нужно добавить его (“manual”)..
В версии 2.2.62 был изменен принцип работы с графическим буфером, что позволило разгрузить ОЗУ компьютера.
Например если загрузить программу размером 150МБ, то она займёт в ОЗУ 350МБ. Ранее такие программы могли и не загрузится из-за ограничения размера программы (32 бита), либо было занято более 900МБ памяти.
2.2.60; 21/02/2024; Добавлена защита при поиске положения оси по 2 датчикам(таймер ожидания второго сигнала).Добавлен выбор установки значения по умолчанию если не задан алгоритм поиска оси. Исправлена работа осциллографа.
Иногда может не сработать второй датчик балки станка (2 двигателя и 2 датчика) в результате чего портал может “загнуть”. Чтобы этого не происходило был добавлен параметр который определяет максимальную задержку срабатывания между датчиками в миллисекундах. Этот параметр активен если используется несколько двигателей (осей контроллера)
Если установить его 0 то данная защита будет неактивна.
Также если не задан поиск (“нет поиска”). То можно установит галочку какая позиция будет установлена при поиске положения осей.
1. Добавилась поддержка M2/M30. Также есть дефолтные скрипты, которые можно поправить. Но перевод каретки по M30 и остановку выполнения программы выполнит WLMill.
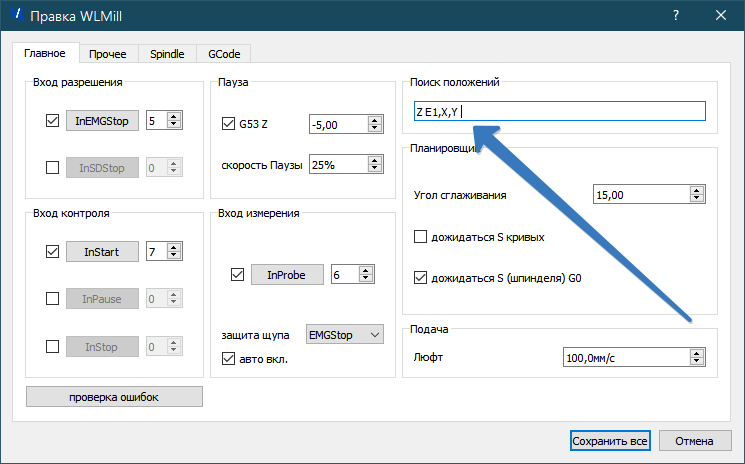
2. Добавилась поддержка G52.
G52 X Y Z – это “добавка” которая будет прибавлена ко всем локальным СК. Для установки этой добавки необходимо вызвать:
G52 X10 //сместит все наши локальные СК на 10мм по X
G52 X0 //отменит это смещение
Если смещение активно, то оно будет отображаться в списке активных G кодов.
3. Добавилась поддержка G92 G92.1 G92.2 G92.3
Как и G52, G92 устанавливает смещение. Но теперь мы указываем координату которая сейчас должна быть, а WLMill уже сама рассчитает смещение (G52).
G92 X Y Z – установка текущего положения за счёт смещения всех СК.
G92.1 – отключает смещение и стирает из памяти заданное смещение
G92.2 – отключает смещение
G92.3 – включает смещение (если мы его например отключали через G92.2)
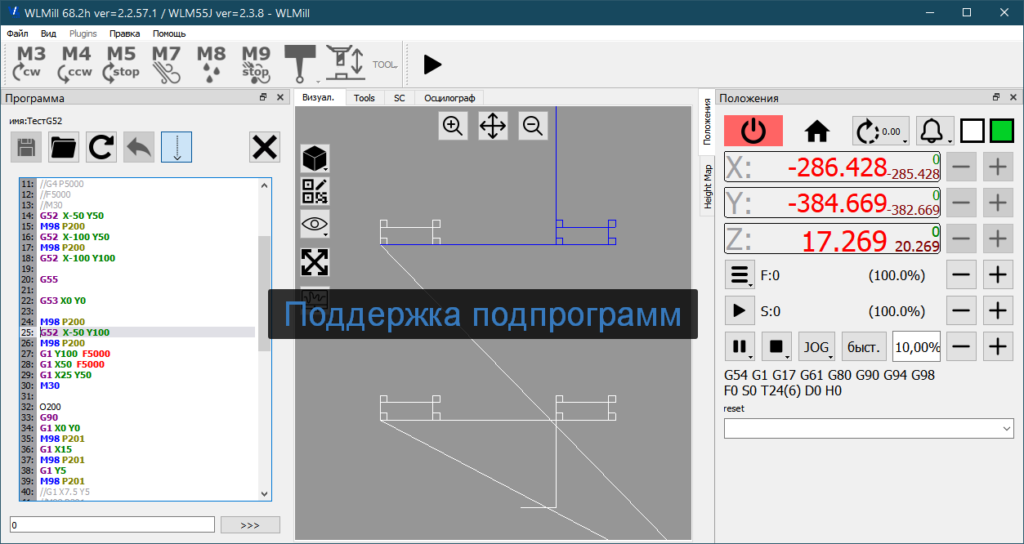
4. Добавилась поддержка M98 M99 (подпрограммы)
M98 P L – выполнить подпрограмму с номером P, L – количество повторений
Для обозначения программы применяется следующий синтаксис
....
M98 P2000 //вызов подпрограммы O2000 - M99
....
M30
O2000 //подпрограмма c номером 2000
M99 //конец подпрограммы
Допускается использования вложенных подпрограмм – когда из одной подпрограммы вызывается другая подпрограмма (это 1 вложение). Сейчас установлено ограничение на 10 вложенных подпрограмм.
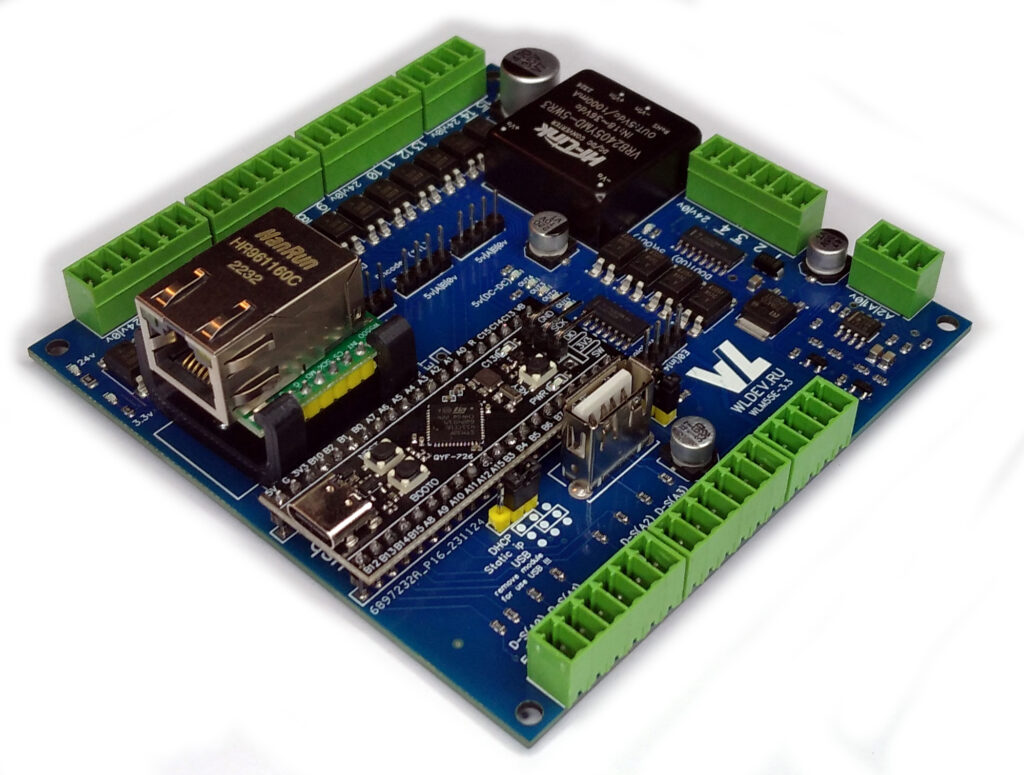
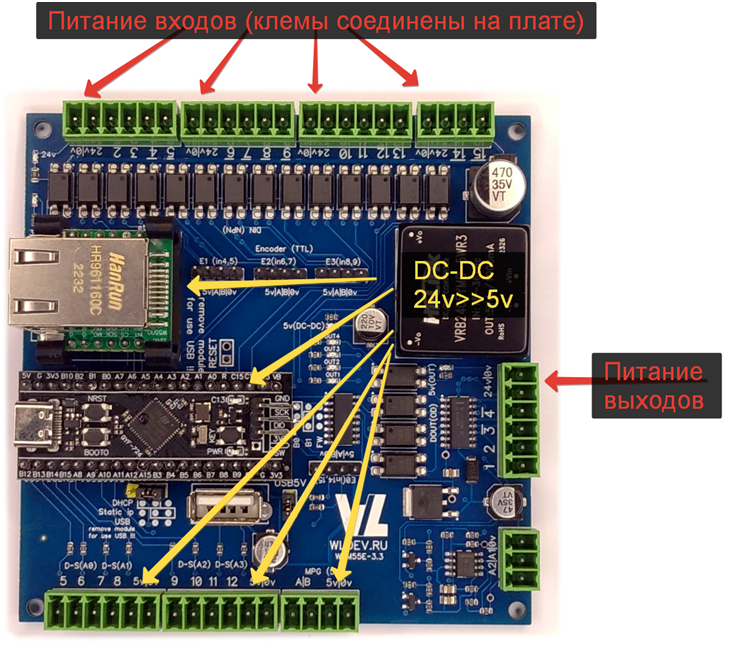
Использование DC-DC преобразователя для питания контроллера с широким диапазоном входного напряжения. Данный преобразователь имеет защиты от перегрузки и перегрева.
Схема питания WLM55E-3
Применение данного преобразователя позволило повысить устойчивость контроллера к помехам от соседних устройств, в том числе по линии питания.
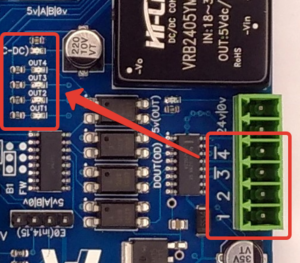
Сделана гальваническая изоляция выходов 1-4 и преобразователя ШИМ напряжения.
Это позволило избежать пропуска помех от частотного преобразователя в цепь питания контроллера
Сделаны доработки входов для увеличения помехоустойчивости. Увеличены мощности резисторов ограничения тока, установлены шунтирующие резисторы и конденсаторы для фильтрации. Всё это позволило убрать ложные срабатывания в условиях помех.
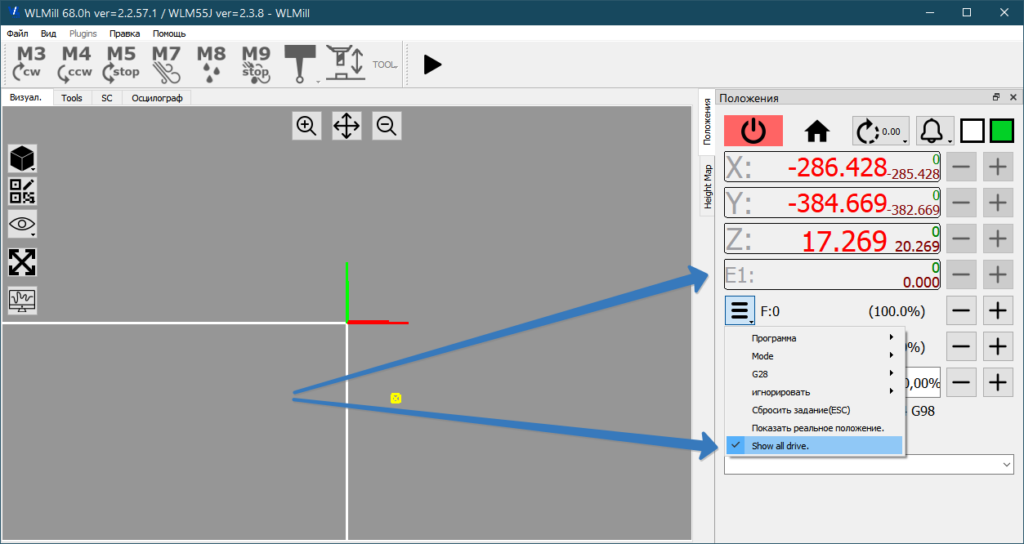
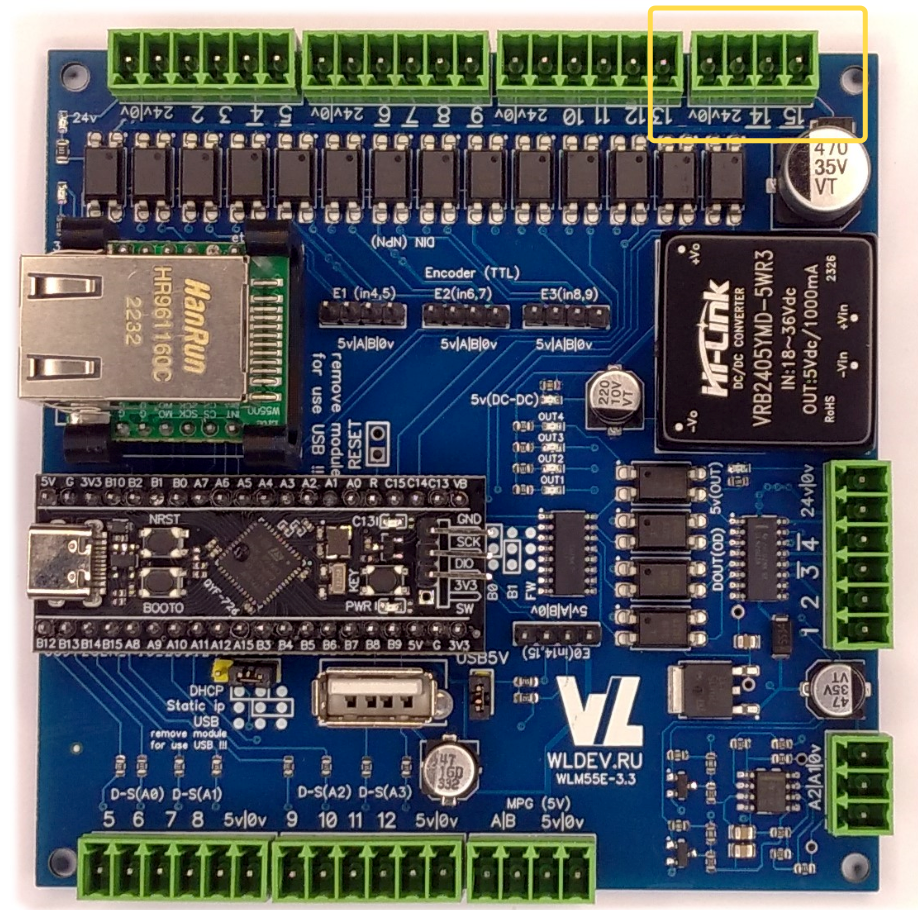
Добавлено два входа 24В в общую линейку (используются входы MPG).(v3.3). Данное решение позволяет использовать ещё два входа контроллера если не подключен MPG.